Established in 1985, SAR Elektronic GmbH, based in Dingolfing, near Munich, Germany, specialises in industrial and process automation. Besides its various facilities in Germany, SAR is also present in the USA, South Africa, UK, Switzerland and Slovenia and boasts more than 500 employees worldwide.
The company’s broad range of products and services serves many business segments, including automation, environmental technology, test & measuring technology, IT services, surface-application systems, plastics systems and green energy; together with switchgear assembly, installation and training. Its after-sales services are offered worldwide and customers include well-known global industrial brands, medium-sized businesses and an assortment of municipalities.
One of its core skills lies in the design, build, commissioning and installation of automated solutions for the automotive industry – for both OEMs, leading tier ones and other suppliers. One of its popular solutions is an Automated Tyre Release Agent cell, which applies a coating to the inside of tires prior to the curing process.
The company had always used automation equipment from a German automation supplier, but when a leading international tire manufacturer approached SAR, it requested an automation infrastructure based around Allen-Bradley components from Rockwell Automation.
As well as bringing the SAR engineers up to speed on the technological and functional capabilities of the Allen-Bradley components, the engineers from Rockwell Automation in Germany also had to prove that their solution was as good if not better than the incumbent solution from the German supplier.
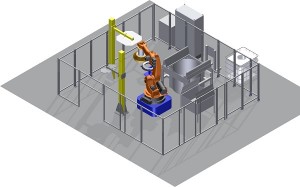
The Automated Tyre Release Agent cell is designed to apply a release coating to the inside of tires prior to a curing process, which uses a combination of heat and pressure to change ‘green’ tire forms into a finished product. The pressure is applied using a bladder, which forces the tire, from the inside, into the heated mould in order to create its final form.
The green tires enter the cell on a conveyor and have their barcodes scanned prior to being verified by a camera system, which serves a double purpose in that it verifies the position and dimensions of the tire and compares these dimensions against the database record generated by the bar code.
A robot then picks up the tire at the upper tire bead with a specially designed pneumatic gripper and transports it into the spraying cabinet. A holder pulls the underside of the tire bead down and variable-position nozzles spray the complete inner surface with release agents using an airless system.
The gripper and tire can be rotated inside the cabin by up to 390 degrees. Once the spraying process is complete, the robot arm withdraws the gripper and tire and deposits the treated tire onto an exit conveyor, which then conveys it to the curing station.
There are some areas where you don’t need to or want to spray, such as the splice position. Using the SAR solution, its customers can define precise spray areas. Some competitors’ solutions cannot prevent the overspray and fumes getting in to the splice area, whereas SAR’s exhaust system prevents this.
Any overspray within the cabinet is extracted directly at the nozzles. In addition, after a pre-determined number of cycles the gripper arm is cleaned and then dried using air nozzles.
“We have deployed a complete Rockwell Automation control system,” explains Stefan Fruhmorgen, project manager at SAR. “At its heart is a midrange Allen-Bradley CompactLogix L36ERM programmable automation controller (PAC) with an Allen-Bradley Kinetix 6500 servo drive providing the motion solution that defines the nozzle movement within the tire.
The tire curves are very uneven, but Kinetix gives us the flexibility to get right inside the tire. The system is controlled and visualised using FactoryTalk View running on an Allen-Bradley PC 6181P Integrated Display Computer.”
The robots are controlled by dedicated controllers, but as Rohan Shrivastava, software engineer at SAR explains: “The handshaking between the robot controller and CompactLogix PAC is remarkably simple.”
Shrivastava explains the other advantages he has seen: “The Rockwell Automation solution offers us a lot more flexibility and is simpler to work with, saving us lots of time per module.
With the Rockwell Automation solution you can also more easily deploy a much greater variety of third-party devices; you have the flexibility to transfer signals and add more components, as a lot of the integrations steps are automatic.”
As well as streamlining the design time, SAR is also very complimentary regarding Rockwell Automation’s support throughout the project. “We have a good relationship with the Rockwell Automation office in Munich, which has always made engineers available to us whenever needed during the commissioning phase and is very fast to offer support,” Fruhmorgen explains. “Indeed we see a high service quality with Rockwell Automation.”
Shrivastava explains the roadmap for the machine: “The basic concept of our machines stays the same, what evolves is the functionality. Recipe handling on the Rockwell Automation equipment is much easier as there is a direct data connection from the controller to the HMI. We are also looking to exploit the EtherNet/IP network’s capabilities with the possibility of remote maintenance in future designs.”