In a tire, the adhesive between fibre and the matrix requires resistance to the extreme temperatures, cyclic and compression loads, shock, creep and distortion.
Though polyester is an excellent reinforcement material to be used in carcass ply rubber compounds, adhesion between polyester cords and rubber in agricultural or industrial tires is often poor at best. (1)
The poor bondability of polyester fibers with rubber is attributed to the hydrophobic nature of fiber due to the limited number of reactive or polar hydrogen bonding groups available at the surface.
Kordsa Global, has improved the adhesion performance of polyester cord fabrics at longer curing times which is called overcure, by generating new HarTech dipping formula and proved the performance of new dipping solution with approval of big tire manufacturer companies.
Adhesion of Polyester
Polyester has been started to use as carcass ply and belt in heavy load tires (OTR) to increase the endurance of tires. Furthermore, in light trucks, drivers may overload the truck and the temperature of the tire would increase too much during the driving. Thus, adhesion is important to accelerate and stimulate degradation of polyester fabric during tire service at harsh conditions.
Figure 1. HarTech in tire application
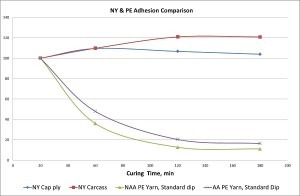
Even though polyester has the most of desirable physical properties for a cord fabric such as high modulus and dimensional stability, it undergoes a severe degradation during the long vulcanization time of large tires or high service temperature of high-speed tires. To simulate the high service temperatures and long vulcanization time, cord/fabric adhesion is started to be tested at increased temperature or time. The adhesion strength of rubber-cord interface should meet the minimum adhesion requirement. Kordsa Global defined standard test method time for overcure adhesion performance as 60 minutes and the adhesion strength should be at minimum specified load. The adhesion strength comperison of polyester cord is shown in Figure 2 for two different yarn type/dip solution types and nylon 66 cord fabric.
Figure 2. Adhesion strength comparison of polyester with regular dipping solutions and nylon 66 with regular dip solution
Key Factors of Polyester Adhesion
Curing Temperature
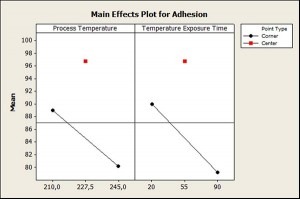
The adhesion of the polyester cord with Hartech dip solution increases while curing temperature and exposure time decreases. The adhesion and temperature change can be seen in Figure 3.
Figure 3. Adhesion change vs curing temperature
R/F Ratio;
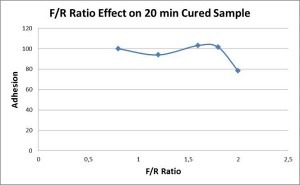
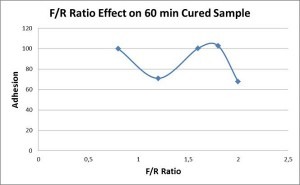
When increasing F/R ratio, the adhesion strength went through a plateau and adhesion dropped after some point. The real cause is when crosslink density increased to a certain level, the adhesive level became brittle and could not maintain the flexibility requirement under peeling force. The breakage happened at the adhesive layer instead of rubber cohesive layer.
Figure 4. F/R ratio effect on adhesion
DPU Level
According to the related studies, the adhesion of the cord depends on dip pick up (DPU) of the cord. The DPU level should be higher than 4.0 % for AA yarn and 2,5 % for NAA yarn.
Activation Dip Solution
In polyester, the concentration of the functional groups (-OH, -COOH) is very small compared to nylon and rayon. In order to increase the reactivity of the polyester surface, adhesion promoters are used. Isocyanates, pexul (production of p-chlorophenol, formaldehyde and resorcinol reaction), resin, silane are common promoting agents for polyester surface (2). A good bonding to polyester surface was obtained since the cohesive strength of adhesive approached to that of polyester. The surface of polyester became more reactive and compatible to RF adhesive (3).
Poly functional chemicals are very often used in RFL formulation for PET fiber. poly functional chemical is a highly reactive molecule and produce a stable, and chemical bonds between the polyester cords and the RFL adhesive.
Even though using polyfunctional chemicals improved the initial adhesion level of non adhesive activated polyester cord, due to the limited number of functional groups on polyester surface, the reactivity of active end group is not higher enough to maintain the strong adhesion strength during the overheat and overtime process of rubber curing. Special resin introduces the crosslink point for the adhesion network. The effect of controlling creep of flow through stress of the adhesive composition at a high temperature region becomes high and the adhesion force at the high temperature becomes higher.
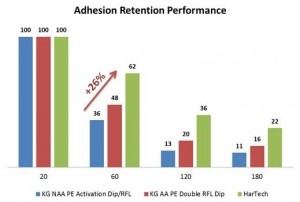
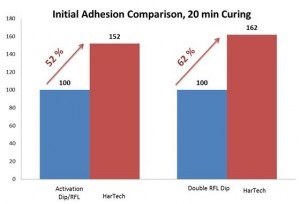
Hartech dipping solution is generated by using special resin and polyfunctional chemical to improve thermal stability. It is an activation dipping solution of polyester cord fabric. Hartech usage for polyester dipping, increases the adhesion strength of polyester either it is adhesive activated (AA) or non adhesive activated (NAA). Figure 5 demonstrates the adhesion retention increase of polyester cords at elevated curing times. Adhesion retention has been increased up to 26 % while curing time is 60 minutes. Additionally, initial adhesion strength of HarTech dip solution is 51 % higher than regular activation solution/RFL dipping system and 62 % higher than double RFL dipping system.
Figure 5. Adhesion retention of regular dip solutions and HarTech dip solution at elevated curing times
Figure 6. Adhesion strength of regular dip solutions and HarTech dip solution at standard curing time, 20 minute curing
References
1. R. Mruk, A. Frantzen, F. Schmitz, W. A. L. Loesslein, S. Julien, A. Imhoff, G. M. V. Thielen, Y. Donckels, Pneumatic Tire, US 2009/0044893 A1
2. R. B. Durairaj, Resorcinol, Springer-Verlag Berlin Heidelberg, 2005
3. R.E. Hartz, Journal of Applied Polymer Science, 1975, 19, 3, 735